氩弧焊摇把焊打底的操作手法及技巧
欢迎咨询报名,联系人:王老师 13367717152(微 信同号)
报名地址:南宁市明秀东路93号一楼庆达特种作业培训中心(地铁5号线虎邱站C出口旁)
1.打底焊
我们应该根据坡口形式,以及板厚选择合适的焊接参数以及瓷嘴尺寸,钨极直径等。今天以12mm厚碳钢,坡口角度30°的对接板为例进行讲解,选用小口瓷嘴进行打底,今天选用7号瓷嘴,小瓷嘴能够更好的保护坡口内部,防止破口内部保护不良。
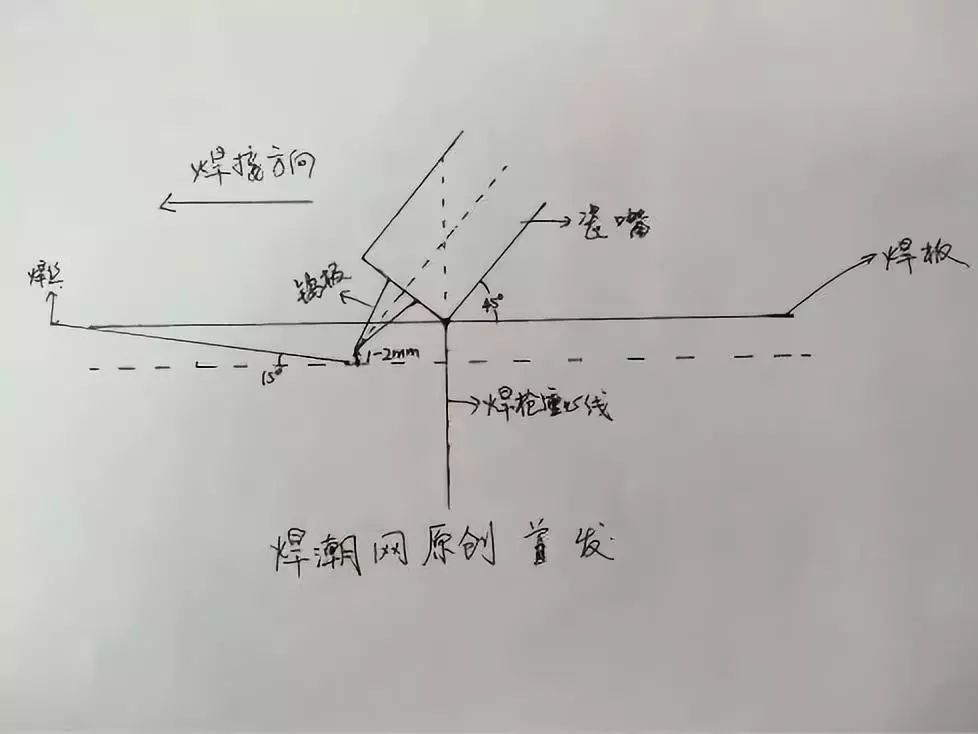
然后采用挤压式摇把焊的操作方法进行打底。即瓷嘴与坡口两侧贴紧,钨极深入到坡口底部距离底部1-2mm为宜,焊把水平左右摇摆施焊,焊丝保持在焊缝中心。氩弧焊强与焊件成45°夹角,并保持焊的重心保持在瓷嘴与坡口接触的垂直线上,焊丝与水平呈15°角送进。