
河北德玛(工之艺)数控培训强大的师资团队由数十位十年以上工厂实战经验的行业专 家全 职授课及全程跟踪辅导,上课老师都是工厂模具设计、编程主管或经理;为全国近百家高校大学老师进行专业培训,每年都举办大学老师暑期师资培训班;为国内多家著 名企业及高校举办定向培训
数控铣削加工特点,1灵活、通用:数控铣床、加工中心适合多品种不同结构形状工件的加工,能完成钻孔、镗孔、铰孔、铣平面、铣斜面、铣槽、铣曲面(凸轮)、攻螺纹等加工,数控铣削加工特点与适合数控铣削的加工内容,2加工精度高:数控铣床、加工中心具有较高的加工精度。一般情况下都能保证工件精度,另外,数控加工还避免了操作人员的操作失误,同一批加工零件的尺寸同一性好,大大提高了产品质量,3生产效率高:数控铣床、加工中心具有铣床、镗床和钻床的功能,使工序高度集中。大大提高了生产效率并减少了工件装夹误差,数控铣床的主轴转速实现无级变速。
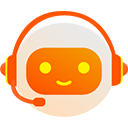
数控机床一般采用直流或交流主轴伺服电动机实现主轴无级变速。交流主轴电动机及交流变频驱动装置(笼型感应交流电动机配置矢量变换变频调速系统),由于没有电刷,不产生火花,所以使用寿命长,且性能已达到直流驱动系统的水平,甚至在噪声方面还有所降低。因此,目前应用较为广泛。主轴传递的功率或转矩与转速之间的关系。当机床处在连续运转状态下,主轴的转速在437~3500r/min范围内,主轴传递电动机的全部功率11kW,为主轴的恒功率区域Ⅱ(实线)。在这个区域内,主轴的大输出扭矩(245N.m)随着主轴转速的增高而变小。主轴转速在35~437r/min范围内,主轴的输出转矩不变,称为主轴的恒转矩区域Ⅰ(实线)。在这个区域内,主轴所能传递的功率随着主轴转速的降低而减小。图中虚线所示为电动机超载(允许超载30min)时,恒功率区域和恒转矩区域。电动机的超载功率为15kW,超载的大输出转矩为334N.m。数控机床在实际生产中,并不需要在整个变速范围内均为恒功率。一般要求在中、高速段为恒功率传动,在低速段为恒转矩传动。为了确保数控机床主轴低速时有较大的转矩和主轴的变速范围尽可能大,有的数控机床在交流或直流电动机无级变速的基础上配以齿轮变速,使之成为分段无级变速。
一般在无心磨床上进行,用以磨削工件外圆。磨削时,工件不用定心和支承,而是放在砂轮与导轮之间,由其下方的托板支承,并由导轮带动旋转。当导轮轴线与砂轮轴线调整成斜交1°~6°时,工件能边旋转边自动沿轴向作纵向进给运动,这称为贯穿磨削(图4)。贯穿磨削只能用于磨削外圆柱面。采用切入式无心磨削时,须把导轮轴线与砂轮轴线调整成互相平行,使工件支承在托板上不作轴向移动,砂轮相对导轮连续作横向进给。切入式无心磨削可加工成形面。无心磨削也可用于内圆磨削,加工时工件外圆支承在滚轮或支承块上定心,并用偏心电磁吸力环带动工件旋转,砂轮伸入孔内进行磨削,此时外圆作为定位基准,可保证内圆与外圆同心。无心内圆磨削常用于在轴承环专用磨床上磨削轴承环内沟道。
河北德玛(工之艺)数培训学校培训培养‘数控技术员’学生毕业时,拿到图纸和毛坯,能够自己独立的在数控机床上做出成品。实行特色教学,“小班授课,手把手的教,理论实践相结合,随到随学,免费试学,边上班边上学,学会为止,对口安排就业”每个校区都有实训车间,实训图档不限、次数不限、时间不限、并且不另收其它费用。
教学特色:
1、面对面教学
2、不限 时间,学会为止
3、工厂实践,以实践为主
4、学校成立18年,是经验丰富的数控与设计培训基地。



 400-800-2178
400-800-2178
 在线咨询
在线咨询



